どんな商売でもお客様を相手にしている.商売をする限り,品質管理は絶対に避けて 通れないものである.文言にした定義は難しいが,実際やることは“基本に忠実であれ” ということに尽きる.
下記のような品質管理で著名な人物によるものの他,いくつかの定義がある.
十分に価値があって,市場でよく売れる製品を最も経済的に生産するために,生産の すべての段階に統計的な手法を使用することである.
消費者を完全に満足させるような製品を,最も経済的に生産するために社内の各部門 が品質を保持し,改善するよう協力することである.
買い手の要求に合った品質の製品を,経済的に作り出すための手段の体系である.近 代的な品質管理は,統計的手段を採用しているので,特に統計的品質管理ということが ある.
品質管理には,下記に示すようなさまざまな管理体系がある.
顧客の品質要求を満たすため,製品・サービスなどに盛り込む品質システムに基づい た活動である.ボトムアップの小集団活動であるQCサークルとして,多くの製造メー カーで古くから採用されている.
統計的手段を用いて品質管理を行う活動である.
品質管理を効果的に行うため,市場調査から開発,企画,設計,調達,製造,検査, 販売,サービス,教育などの企業活動全段階にわたって参画して行う活動である.
品質方針,品質目標・責任を定め,品質計画,品質保証,品質改善などを実施する経 営活動である.
クレームなどを損失金額,原因別など,出現頻度を大きい順に並べるとともに,累 積和を示した図である.重点順位がわかり,何を改善すべきかが一目瞭然となる.
不良の要因と特性との関連を,系統的に魚の骨のように表した図である.
作業手順などを,チェックしながらデータ記録するための表である.
特性値のバラツキの程度や,分布の仕方を表す棒状の図である.
製造条件や素性が似たものを一まとめにして,条件が違うものと区別してデータを 取ることであり,たとえば機械別,時間別,材料別,人間別といったデータのグループ 分け分析を行う.
二つの特性を横軸と縦軸とし,測定値をプロットして対応する二つの特性の相関を 見るものである.
特性値を時系列変動などによる管理をするためのもので,上側管理限界線や下側管 理限界線を有する図である.
この他に,さらに“新QC 七つ道具”というものもある.これは,管理者やスタッフの TQC のために用いられる言語データ的品質管理手法であり,“ QC 七つ道具”と併用さ れる場合が多い.
“新QC七つ道具”は,バラバラな情報から問題点を確定させるための手法で,川喜多二郎博士のKJ法で ある.
考えられる発生原因が沢山あって,複雑に絡み合っている場合,因果関係を探って いき,最終的に最も影響が大きい要因を決定する手法である.
問題解決という目的に対して,手段や方策をツリー状に展開し,最適手段を系統的 に定める手法である.
多くの目的や現象と,多くの手段や要因のそれぞれの対応関係を整理して行列形式 で並べ,相互の関連の程度をたとえば○,△, × などを付けて整理する手法である.
計画推進のための最適日程管理を行う“PERT手法”のことである.工程順に矢印 を引き,最長の日程経路をクリティカルパスと定めて,この工程を重点的に管理するこ とで,納期に間に合うよう進捗状況を効率よく管理するツールである.
過程計画決定図と呼ばれ,問題や不測の事態で,日程計画通りに進められなくなった場 合の対応策を検討しておき,それに沿っての行動や,新たな考えを入れようとする手法 である.あらかじめ,起こりうるあらゆるケースを想定しておく“強制連結型PDPC” と,逐次修正しながら目標に向って行く“逐次展開型PDPC”の二種類がある.
多数の数値データを整理する方法で,マトリックスに、あとめた多くの数値データ を二次元平面上に展開し,主要な問題や原因をわかりやすく定める手法である.
たとえば「エアコンの品質が良い」ということは,下記のようにそれぞれの段階で 意味が存在するのである.
市場品質を確保・実現するために,適切な設計品質や,製造品質を達成することが 必要になる.消費者の欲求を満足する品質を作り出すための手順が,品質管理といえる
その手順とは,具体的には,たとえば製造業では,
“Plan(設計)⇒Do(製造)⇒Check(販売)⇒Action(調査・サービス)⇒Plan”
のサークルを回す行為となる.品質管理はこの繰り返し作業である. 図8.1は品質の適正水準のイメージを示すものであり,コストと販売価格との関 連を考慮する必要がある.顧客の要求とコストを考慮し,保有する技術手段を駆使して 顧客の満足いく品質設計を行うことが重要である.
品質の設計とは,リサイクル使用対応も含め,環境にも配慮した顧客・消費者の満 足を得ることに尽きる(図 8.2参照).
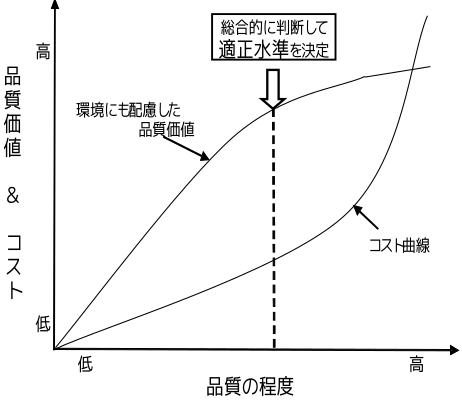 図8.1 品質の適正水準 |
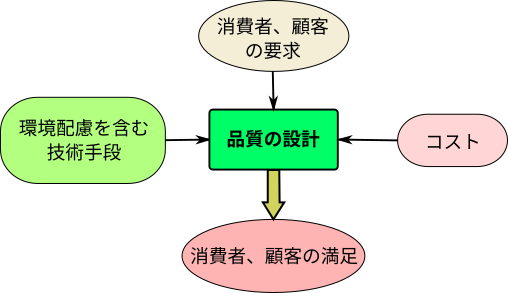 図8.2 品質の設計 |
商品の機能・“ハタラキ”を,お客様に約束することが重要である.これはすなわち, 品質を保証することに帰着する.お客様の手元に入いってからの品質(時間的品質)が重要で あり,これにお金を払っているわけで,これが次に述べる“信頼性”である.
一般に故障率は図8.3a のように表され,形状がバスタブに似ているところからバス タブ曲線(故障率曲線)と呼ばれている.
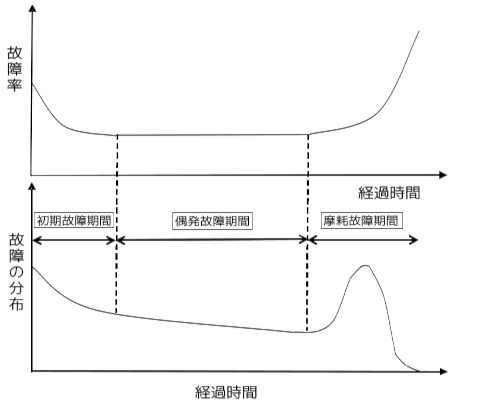
故障の段階には三種類あることがわかる.信頼性設計では,このバスタブ曲線にお いて次の二点が要求される.
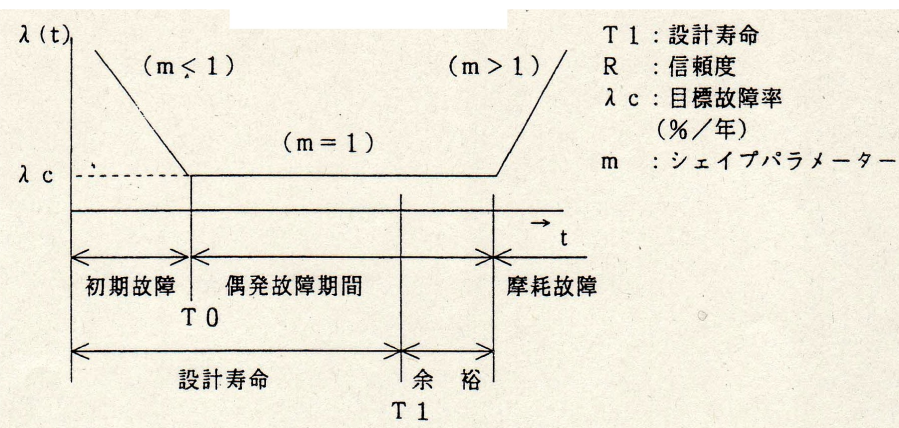
図8.3b に示すように,設計寿命は初期故障期間に,余裕期間を差し引いた偶発故 障期間を加えた期間としている.
下記のような表示法がある.
|
|
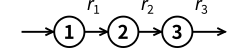
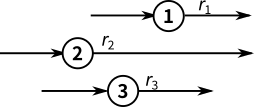
| 図8.4a 直列システム | 図8.4b 並列システム |
R(t)=r1・r2・r3 ・・・rn
各ユニットの信頼度が同じ場合には,R(t)=rn
となる.したがって各ユニットの信頼度が異なる場合には,最も信頼度の低いユニット が全体システムの信頼性を支配することになる.なお,信頼度と故障確率F (t) との関係は以下の通りである.
R(t) =1-F(t) (故障確率:不信頼度ともいう)
あるいは,F(t) =1-R(t)
で表される.各ユニットもシステム全体も同様である.次に,図 8.4b に示す並列システムの信頼性について考えてみよう.並列の場合,す べてのユニットが故障しない限り,システム全体が故障したことにはならない.したが ってシステム全体の信頼度は,前述の関係を使って,各ユニットの故障率をすべて乗じ たものを,1から差し引いた値になる.
R(t) =1-(1-r1)(1-r2)(1-r3)・・・(1-rδ)
すなわち,R(t) =1-(1-r)δ
となる.ここでδは冗長度ともいえるものであり,信頼度は並列システムの方が高いことが理解されよう.
これは信頼性データの解析に必須のツールである. ワイブル確率紙 と呼ばれる用紙を 利用したデータ分析のことであり,このような用紙が市場に提供されているので,それ に実データをプロットすることで,下記の項目がわかるというものである.
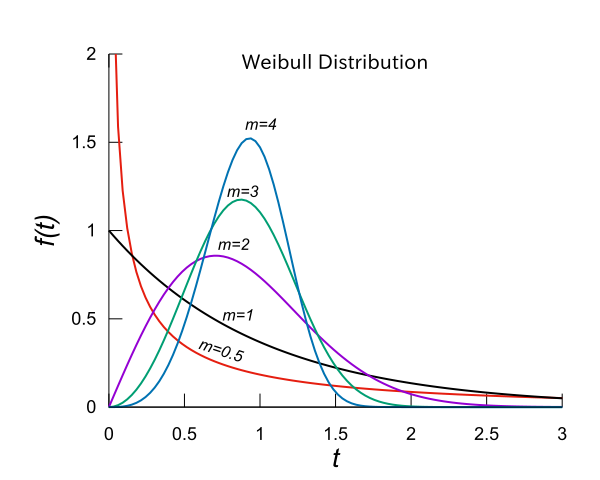
ワイブル確率紙で求めることのできる項目は,①MTBF, ②R (t) , ③F (t) , ④形状パラメータ (shape parameter)“m” ,である.形状パラメータ“ m” については後述する. また,各ユニットを連ねた全体システムについて,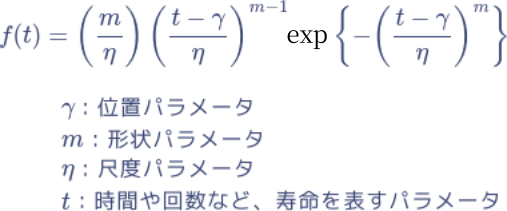
m による故障モードの 判断は以下のように区分される.
考えられる故障原因をツリー状に配置し,下から順に各故障確率を計算して,最終的 に機器やシステム全体の故障確率を求める手法である。
具体的には,どちらか一方に不具合がある場合のみ故障とするORゲート(加算)と, 両方に不具合がある場合のみ故障とするANDゲート(乗算)の組み合わせで構成する.
単純化したわかりやすいイメージを図8.6に示す会議室照明不良の起こる例で 紹介する.
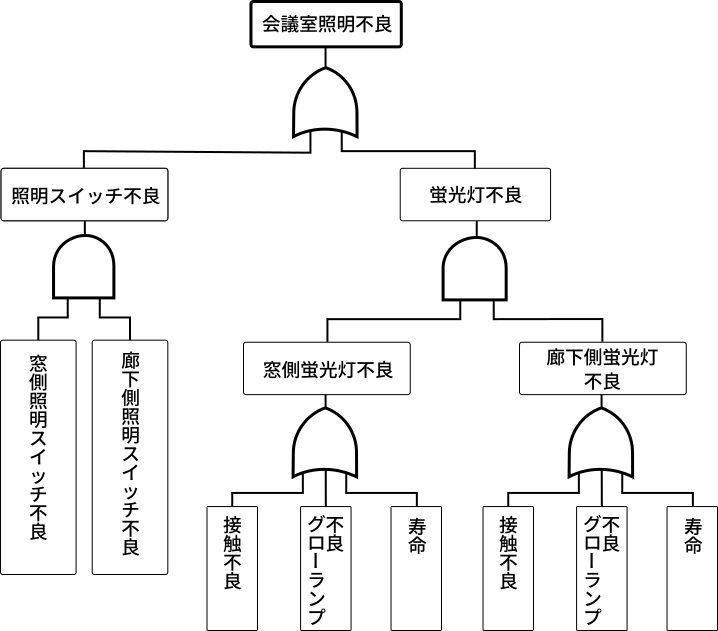
それぞれの不良の起こる確率が算定できれば,最終的に会議室の照明不良の確率が 計算できる.これまでの保守・点検記録や、蛍光灯類の購入実績などから,不良の大ま かな確率は出せる.まったく不明な場合には五分五分にしたり,経験的な数値を採用す ることになる.経験的な数値を採用する場合でも,楽観的な見方と悲観的な見方とで確 率の重み付けが違ってくるのは当然である. 実際の機器やシステムでは,考えうる膨大な故障原因が抽出され,コンピュータに よってツリーを構築して最終的な予想故障確率が求められる.